ステンレスパウダー調達・技術ガイド
これはまた、長年この業界で粉末に触れてきた私がずっと話したかったテーマでもある。ステンレス鋼粉末(SUS粉末)だ。金属射出成形(MIM)、積層造形(AM/3Dプリンティング)、従来の粉末冶金(PM)の絶対的な「粒」である。オーステナイト系鋼種(316Lなど)と析出硬化系鋼種(17-4PHなど)が今日の市場を支配している。
しかし、購買部門が材料を探す場合、たいていの場合、"キログラムあたりの単価 "だけであることもわかった。これは実は誤解である。私が扱った数多くの製造事故によると、粉砕プロセス(ガスアトマイズまたは水アトマイズ)によって決まる粒子形状と、機械的特性に直接影響する酸素含有量が成否のカギを握っている。粒度分布(PSD)は言うまでもない。SLMの15~45μmとMIMの22μm未満はまったく別物である。間違った選択は、気孔と表面粗さの混乱である。
このガイドでは、真実について語るのではなく、ブランドの選択、サプライヤーの取り扱い、粉体レオロジーの技術的な詳細に至るまで、これらの落とし穴を一度に埋めてしまおう。
適切なステンレス鋼粉末グレードの選択
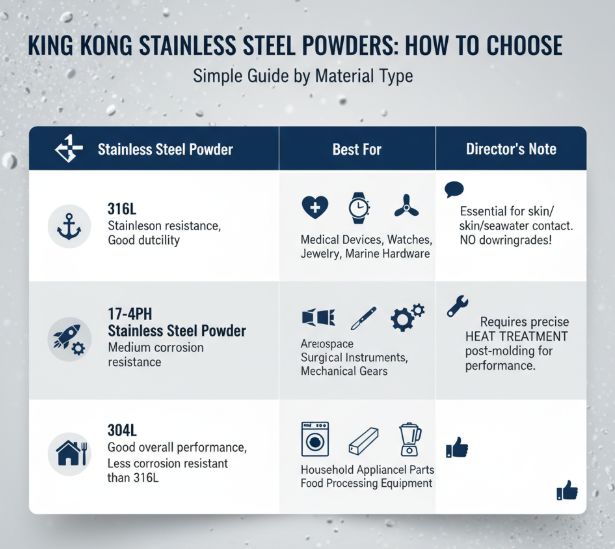
市場で最も一般的な3つの "キングコング" どう選ぶ?明確な提案がある:
316Lステンレス鋼粉(業界標準構成)
これは世界最大の粉末調達である。耐食性に優れ、延性も良い。
最高だ: 医療機器、時計、宝飾品、船舶用金具など。
テクニカルディレクターズノート(監督ノート): 最終製品が人の皮膚や海水と接触する必要がある場合、コスト削減のために304Lに格下げしてはならない。このアプリケーションのシナリオでは、316Lは、交渉の余地なく、ボトムラインです。
17-4PHステンレススチール粉(高強度オプション)
高硬度で中程度の耐食性を持つ析出硬化鋼。
最高だ: 航空宇宙部品、手術器具、機械歯車。
テクニカルディレクターズノート(監督ノート): このパウダーを購入するには、後処理を理解する必要がある。成形や印刷は最初のステップに過ぎず、正確な熱処理はその性能を本当に "強制的に "発揮させることができる。
304Lステンレスパウダー(コストパフォーマンスの高い選択)
全体的な性能は良いが、耐食性は316Lほどではない。
最高だ: 家電製品、構造部品、食品加工機器。
サプライヤーを評価し、ソーシングの罠を回避する方法
また、原料バッチの問題で生産ライン全体が停止したケースも数多く見てきた。以下のリストに従ってチェックすれば、多くのトラブルを避けることができる:
- 酸素含有量データを要求する: 高い酸素含有量(グレードによっては1000ppm以上)は、直接的に部品を脆くする原因となる。一流のパウダー工場は、その管理限界値(Control limits)を目の前にして、絶対に啖呵を切ります。
- 霧化技術帰属の検証: これは極めて重要だ。サプライヤーが独自の霧化塔を持っていることを確認したい。多くの "トレーダー "は、異なる工場からの商品を混ぜることに慣れているが、これは私たちが追求する生産末端での安定性にとっては最悪である。
- 包装規格を確認する: ステンレスパウダーは非常に湿気が多い。サプライヤーが乾燥剤入りの真空密封アルミ箔袋(通常5kg、10kg、25kgドラム)を使用していることを確認しなければならない。包装が漏れると、このバレルの粉は基本的に無駄になる。
形態と生産プロセス
製造工程が粉体の形状(モルフォロジー)を決定し、モルフォロジーが直接、機械が粉体に対応できるかどうかを決定する。
エアロゾル化パウダー(ガスアトマイズ) - 球状
溶鋼に不活性ガス(窒素またはアルゴン)を衝突させる。
特徴 完全な球状粒子、極めて高い流動性、高い嵩密度(充填密度)。
アプリケーション 3Dプリンティング(SLM/EBM)およびハイエンドMIMに必要。球状のパウダーを均一に散布することができ、各層の均一性を確保します。
水アトマイズパウダー(水アトマイズ) - 不規則な形状
溶鋼に衝撃を与えるために高圧ウォータージェットが使用される。
特徴 ジャガイモのような不規則な形。流動性は悪いが、"グリーン・ストレングス"(緑色の強さ)は高く、プレスした時の形状維持は良い。

アプリケーション 伝統的なプレス・焼結(PM)プロセス。価格は通常、エアロゾル化パウダーより安い。
粒度分布測定機(PSD)選択ガイド
間違った粒度範囲は、プリンターノズルの詰まりや焼結炉内での部品の変形の第一の原因です。
申請プロセスにおけるPSD推奨範囲の理由分析
- SLM/DMLS(レーザー3Dプリント): 15-45μmの微粉末が、高い解像度と滑らかな表面仕上げを保証する。
- EBM(電子ビーム溶解): 45~105μmの粗粉は、電子ビーム照射下での「スモーキング」(粉の飛散)現象を防ぐため。
- MIM(金属射出成形): D90 < 22 μmでは、超微粒子パウダーがバインダーと混合し、複雑な金型キャビティに充填される必要がある。
- LMD(レーザー金属蒸着)の高い蒸着速度: 50-150μmのクラッドには、より大きな粒子が必要である。
テクニカルディレクターのハードコアインサイト(ディレクターズテクニカルインサイト): TDS(テクニカル・データ・シート)を見るときは、直径の中央値(D50)だけを見てはいけません。D10とD90の値にも注意してください。分布が狭ければ狭いほど、印刷や成形工程が安定します。分布が広すぎると、微粉がフィルタースクリーンを塞ぎ、粗粉が不完全な融着不良の原因となります。
ステンレスパウダーに関するFAQ
Q: MIMパウダーを3Dプリントに使用できますか?
A: 通常はそうではない。MIMパウダーは微細すぎる(22μm未満)傾向があり、流動性に欠ける。SLMプリンターでは、スクレーパー(リコーターブレード)がこのような粘着性のある粉末を全く押し出すことができず、粉末の広がりが非常に不均一になります。ご注文の際には、必ず具体的なアプリケーション・プロセスをご説明ください。
Q: ステンレスパウダーの保存期間はどのくらいですか?
A: 真空パックされたオリジナルのパッケージのままであれば、2年以上寝かせておいても問題はない。ただし、開封後はできるだけ早く使い切るか、湿度管理のできる防湿庫で保管する必要がある。酸化は元に戻らないので注意が必要だ。

著者:マーク・ハリソン
粉末冶金(PM)と金属積層造形(AM)で9年以上の実務経験を持つシニアテクニカルディレクターのマーク・ハリソンです。以前は大手金属粉末工場で研究開発責任者を務め、ガスアトマイズプロセスとカスタム合金開発を専門としていました。現在は、複雑な材料科学とサプライチェーンの効率性のギャップを埋め、お客様の重要なMIMおよびSLM用途に正確な粉末グレードを選択できるよう、グローバルメーカーを支援しています。